- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Вибір світлодіодного алюмінієвого профілю
Вибір зКорпус світлодіодного алюмінієвого профілю
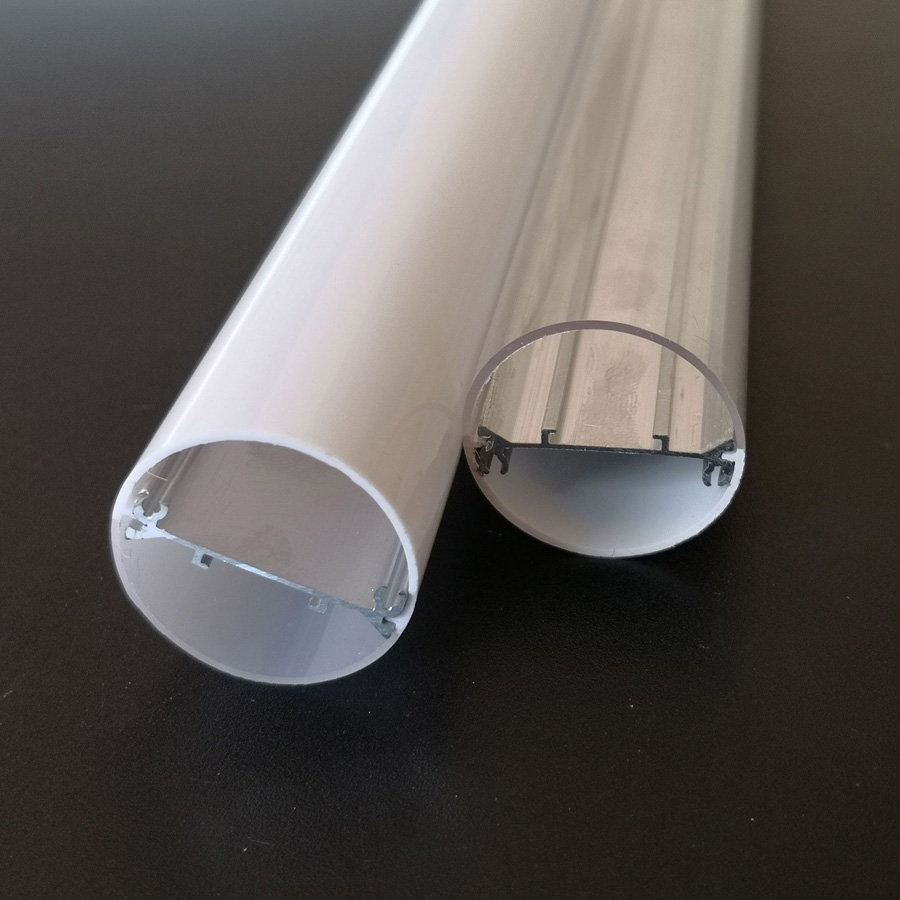
В даний час велика кількість оболонок алюмінієвого профілю все ще формується токарством, що пов’язано з складністю виготовлення штампов холодної екструзії. Слід зазначити, що кути і різьблення корпусу обробленого алюмінієвого профілю повинні бути закруглені, щоб уникнути гострих країв і задирок. При цьому в конструкції накатки з'єднувального кільця оболонки алюмінієвого профілю не слід максимально використовувати тканинні візерунки. Накатні частини гальванічних деталей, оброблені накаткою тканинного візерунка, неминуче піддаються корозії під час випробування сольовим розпиленням. Відносно кажучи, пряме з’єднувальне кільце з накаткою набагато менше піддається корозії під час випробування сольовим розпиленням.
Якість алюмінієвого профілю в основному залежить від якості алюмінієвого профілю. Насправді, ще одним важливим фактором є формування корпусу алюмінієвого профілю. Формування оболонки алюмінієвого профілю визначає якість оболонки алюмінієвого профілю.
1. Якість поверхні
Матеріал корпусу алюмінієвого профілю виготовлений з високоякісної сировини, з високою технічною точністю, а поверхневий шар і внутрішній шар виглядають гладкими та рівними. Поверхня алюмінієвого профілю повинна бути чистою, без дефектів, таких як тріщини, відшарування, корозії та бульбашок, і без дефектів, таких як плями корозії, електричні опіки, чорні плями та відшаровування оксидної плівки.
2. Ідентифікаційний огляд
Текст на поверхні корпусу алюмінієвого профілю зазвичай друкується за допомогою імпортного струминного друку, текст чіткий і є загальні ознаки, такі як логотип торгової марки, виробник, адреса та номер телефону. Більшість справжніх символів на поверхні підробленого алюмінієвого шпону друкуються звичайними принтерами, символи розмиті, а виробники і монітори середні.
3. Товщина оксидної плівки
Високоякісний алюмінієвий профіль можна використовувати для вимірювання опору тиску алюмінієвого шпону за допомогою невеликого тиску. Внутрішній тиск справжнього алюмінієвого шпону є відносно високим під час струйної обробки, і, як правило, може відповідати або перевищувати вимоги відповідних національних стандартів для контрафактної продукції. Під час процесу анодування утворюється оксидна плівка алюмінієвого профілю, яка виконує функцію захисту та декорування, і може бути виявлена за допомогою вихреструмового товщиноміра.
4. Якість герметизації
Після анодування на поверхні алюмінієвого профілю буде багато зазорів. Якщо він не герметичний або погано герметичний, корозійна стійкість корпусу алюмінієвого профілю буде знижена. Поширеними методами перевірки якості герметизації є кислотне вилуговування, метод допуску та метод фосфорної кислоти, масляної кислоти. При перевірці на місці зазвичай використовується метод кислотного вилуговування, тобто поверхня алюмінієвого профілю очищається ацетоном для видалення олії та пилу, а азотна кислота з об’ємом 50% капає на поверхню та обережно очищається. Через 1 хвилину азотну кислоту змивали водою, потім висушували і на поверхню капали краплю медичного фіолетового сиропу. Через 1 хвилину зітріть фіолетовий сироп і ретельно очистіть поверхню. Уважно стежте за слідами. Погано герметичні алюмінієві профілі залишать явні сліди. Чим важчий слід, тим гірша якість герметизації.
В даний час велика кількість оболонок алюмінієвого профілю все ще формується токарством, що пов’язано з складністю виготовлення штампов холодної екструзії. Слід зазначити, що кути і різьблення корпусу обробленого алюмінієвого профілю повинні бути закруглені, щоб уникнути гострих країв і задирок. При цьому в конструкції накатки з'єднувального кільця оболонки алюмінієвого профілю не слід максимально використовувати тканинні візерунки. Накатні частини гальванічних деталей, оброблені накаткою тканинного візерунка, неминуче піддаються корозії під час випробування сольовим розпиленням. Відносно кажучи, пряме з’єднувальне кільце з накаткою набагато менше піддається корозії під час випробування сольовим розпиленням.
Якість алюмінієвого профілю в основному залежить від якості алюмінієвого профілю. Насправді, ще одним важливим фактором є формування корпусу алюмінієвого профілю. Формування оболонки алюмінієвого профілю визначає якість оболонки алюмінієвого профілю.
1. Якість поверхні
Матеріал корпусу алюмінієвого профілю виготовлений з високоякісної сировини, з високою технічною точністю, а поверхневий шар і внутрішній шар виглядають гладкими та рівними. Поверхня алюмінієвого профілю повинна бути чистою, без дефектів, таких як тріщини, відшарування, корозії та бульбашок, і без дефектів, таких як плями корозії, електричні опіки, чорні плями та відшаровування оксидної плівки.
2. Ідентифікаційний огляд
Текст на поверхні корпусу алюмінієвого профілю зазвичай друкується за допомогою імпортного струминного друку, текст чіткий і є загальні ознаки, такі як логотип торгової марки, виробник, адреса та номер телефону. Більшість справжніх символів на поверхні підробленого алюмінієвого шпону друкуються звичайними принтерами, символи розмиті, а виробники і монітори середні.
3. Товщина оксидної плівки
Високоякісний алюмінієвий профіль можна використовувати для вимірювання опору тиску алюмінієвого шпону за допомогою невеликого тиску. Внутрішній тиск справжнього алюмінієвого шпону є відносно високим під час струйної обробки, і, як правило, може відповідати або перевищувати вимоги відповідних національних стандартів для контрафактної продукції. Під час процесу анодування утворюється оксидна плівка алюмінієвого профілю, яка виконує функцію захисту та декорування, і може бути виявлена за допомогою вихреструмового товщиноміра.
4. Якість герметизації
Після анодування на поверхні алюмінієвого профілю буде багато зазорів. Якщо він не герметичний або погано герметичний, корозійна стійкість корпусу алюмінієвого профілю буде знижена. Поширеними методами перевірки якості герметизації є кислотне вилуговування, метод допуску та метод фосфорної кислоти, масляної кислоти. При перевірці на місці зазвичай використовується метод кислотного вилуговування, тобто поверхня алюмінієвого профілю очищається ацетоном для видалення олії та пилу, а азотна кислота з об’ємом 50% капає на поверхню та обережно очищається. Через 1 хвилину азотну кислоту змивали водою, потім висушували і на поверхню капали краплю медичного фіолетового сиропу. Через 1 хвилину зітріть фіолетовий сироп і ретельно очистіть поверхню. Уважно стежте за слідами. Погано герметичні алюмінієві профілі залишать явні сліди. Чим важчий слід, тим гірша якість герметизації.


